围绕PBF粉末床熔合(Powder bed fusion)、MJ材料喷射(Material jetting)、BJ粘结剂喷射(Binder jetting)、DED径直能量千里积(Direct energy deposition)这四大金属3D打印工艺类型,小编在前边的两篇著作中,关于PBF粉末床熔合(Powder bed fusion)及MJ材料喷射(Material jetting)已张开详备解读。那么本篇实际咱们将通过领会BJ粘结剂喷射(Binder jetting)的3D打印旨趣、工艺优过错等实际,对金属3D打印类型进行再一次的真切了解。
BJ粘结剂喷射3D打印工艺(Binder jetting)主要期骗粉末与液体粘合剂荟萃在一说念制成固体部件,因此不错将其视为一种集SLS 3D打印旨趣和材料喷射旨趣于一体的3D打印工艺。与SLS 3D打印工艺相通,其在运转3D打印历程之前,需要将材料装入粉末仓,但BJ粘结剂喷射工艺的3D打印历程全程不触及热量的产生,也就是说粉末不会像SLS 3D打印工艺那样被加热。3D打印运转时将单层粉末千里积在构建平台上,3D打印头扫过粉末,摄取性地喷射粘合剂液滴,这里不错把粘合剂液滴看作念粉末颗粒的胶水,液滴摄取性落下后与粉末战斗,颗粒交融在一说念并酿成固体。单层3D打印齐备后,3D打印平台下落一层,如斯反复,直至野心模子完成。
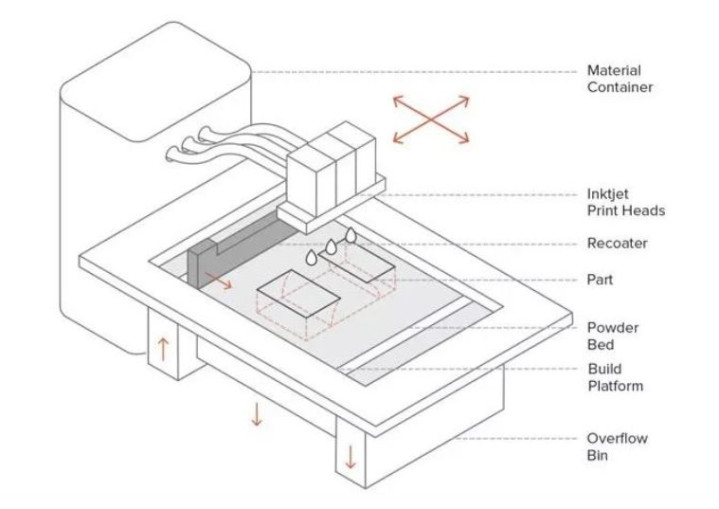
BJ粘结剂喷射3D打印工艺(Binder jetting)职责旨趣图
由于BJ粘结剂喷射3D打印工艺(Binder jetting)的材料为万般型粉末,因此除了SLM和DMLS,金属3D打印也不错通过金属粘结剂喷射3D打印工艺(金属BJ)完成。不外与SLM和DMLS比拟,金属粘结剂喷射3D打印工艺所坐褥的金属部件具有较弱的机械性能,这也导致其在后科罚职责上需要进入更多的资格。其中渗入和烧结即是其主要使用的两种后科罚操作:
1.渗入
3D打印完成后,野心模子需要在粉末内静置几个小时,直至模子王人备固化,尔后将模子放入炉中加热,乐鱼体育这一操作主淌若过去去除模子内的粘合剂,不外加热后会产生很多空闲留在粘合剂的位置,进而导致模子机械性能较差。为此,职责主说念主员每每会使用毛细监工艺将具有低熔点的金属看重到空闲中,进而栽种零件的密度和强度。其中青铜即是用于渗入的最常见的金属材料。
2.烧结
经过闲居的3D打印后固化历程,模子在炉中显现于更高的温度下,激勉烧结,不错灵验增多模子密度和强度。

除了金属粘结剂喷射3D打印工艺外,砂粘结剂喷射3D打印工艺(砂BJ)亦然一种紧要的3D打印时候。除了液体粘合剂以外,砂岩或东说念主造砂亦然该工艺常用的材料之一,且常被称为"硅砂"。虽然,砂BJ 3D打印还可与基于砂岩的PMMA粉末结合使用,进而制作出令东说念主咋舌的全彩色3D打印模子。
BJ粘结剂喷射3D打印工艺(Binder jetting)上风:
1. 由于BJ粘结剂喷射3D打印工艺(Binder jetting)在打印历程中不存在热量的产生,因此其灵验回避了其他3D打印工艺所存在的由热引起的繁杂,举例翘曲。
{jz:field.toptypename/}2. 同期这一3D打印工艺关于未使用的粉末是100%可回收的,因此在材料可期骗率及资本效益上也有着显然的上风。
BJ粘结剂喷射3D打印工艺(Binder jetting)过错:
1. 由于该工艺的3D打印成型旨趣,导致其坐褥模子的合座机械性能较差,结构强度与市面上其他金属3D打印工艺比拟也存在较大落差。
2. 同期这一3D打印工艺关于材料的可选性也存在着一定的结束,不外跟着时候的束缚迭代,肯定这些缺点也将被逐一冲突。
由此可见,任何一种金属3D打印工艺都有其优劣,因此用户在摄取购买机型时,也要充分对标自己需求进行酌情下单。
 备案号:
备案号: